

TÉLÉCHARGEMENT DES FICHIERS STL
Configuration standard
A) Ne pivotez pas le fichier STL une fois que vous l'avez importé dans votre slicer
B) Paramètres d'impression:
Vitesse d'impression (print speed): 50 mm / sec
Hauteur de couche (layer height): 0,3 mm
Épaisseur de la coque (shell thickness): 0,8 mm avec une buse de 0,4 mm
Épaisseur inférieure / supérieure (bottom/Top thickness): 0,9 mm avec une buse de 0,4 mm
Densité de remplissage d'impression (printing infill density): 20%
Ligne de jupe (skirt line): 0
Bordure (brim): 0
C) Essayez d'imprimer toutes les pièces d'ULIO sur la même imprimante 3D
La façon de procéder
1.Téléchargez tous nos fichiers STL sur votre PC (n'utilisez pas les fichiers STL de vos étudiants car nos tutoriels vidéo (DAO) ne sont pas tenus à jour)
2.Importez chaque fichier STL dans votre slicer, configurez les paramètres d'impression selon nos instructions, générez un fichier Gcode et enregistrez-le sur votre ordinateur. Répétez cette étape pour chaque fichier STL de l'imprimante
3.Enregistrez tous les fichiers Gcode de votre ordinateur sur une carte SD, insérez la carte SD dans votre imprimante 3D, puis imprimez chaque fichier Gcode.
4.Gérez vos impressions avec ce chiffrier Excel
5. En utilisant notre site web, vous acceptez nos termes et conditions d'utilisation. Plus précisément, ne partagez pas directement ou indirectement notre contenu en ligne. Si vous désirez d’autres types de licences contactez-nous
Commencez à imprimer une imprimante
Estimé du temps d'impression des pièces A à V:
63 heures. 10 minutes. (1119 gr.)
A

A) Les pièces A, B et C doivent être imprimées sur la même imprimante
B) Ajouter un support: « Touching build plate »
Type de structure: seulement des lignes ou rectilignes
Taux de remplissage du support (support infill): 15%
Distance (x / y): 2 mm
Distance (z): 0 mm
C) Estimé du temps d'impression: 18 heures. (305 gr.)
B

A) Les pièces A, B et C doivent être imprimées sur la même imprimante
B) Estimé du temps d'impression: 12 heures. (212 gr.)
C

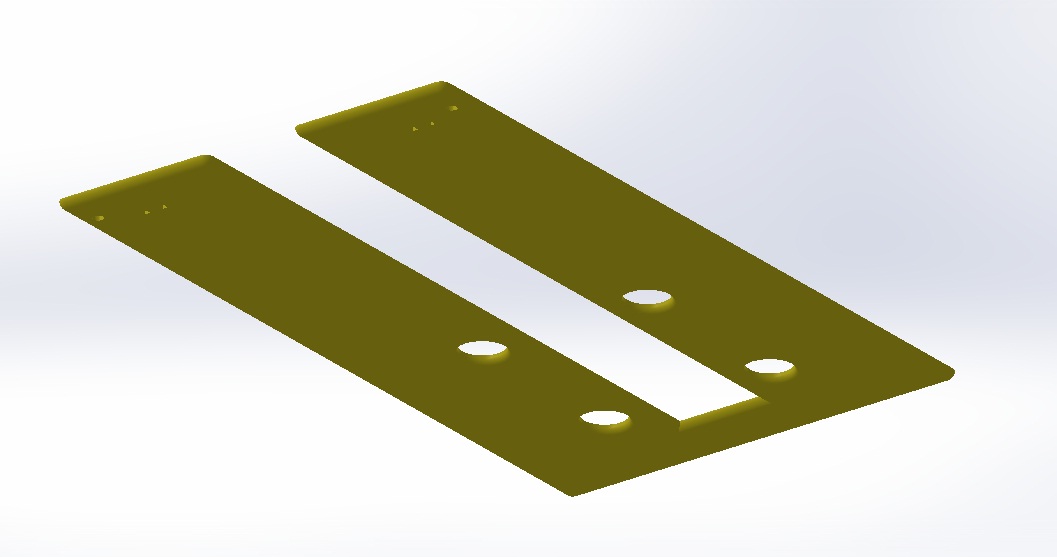
A) Les pièces A, B et C doivent être imprimées sur la même imprimante
B) Estimé du temps d'impression: 12 heures. (225 gr.)
C) Estimé du temps d'impression pour la cale de plaque arrière: 1 h. (14 gr.)
D
A) Estimé du temps d'impression: 3 heures. (60 gr.)
E

A) Estimé du temps d'impression: 3 heures. (58 gr.)
F

A) Estimé du temps d'impression: 1 heure. (18 gr.)
B) Estimé du temps d'impression de la cale: 2 min. (1 gr.)
G

A) Nous recommandons d'imprimer cette pièce avec un taux de remplissage (print infill) de 30%
B) Ajouter un support: « Touching build plate »
Type de structure: seulement des lignes ou rectilignes
Taux de remplissage du support (support infill): 15%
Distance (x / y): 2 mm
Distance (z): 0 mm
C) Estimé du temps d'impression: 4 heures. (70 gr.)
D) Estimé du temps d'impression pour l'adaptateur: 24 min. (7 gr.)
H
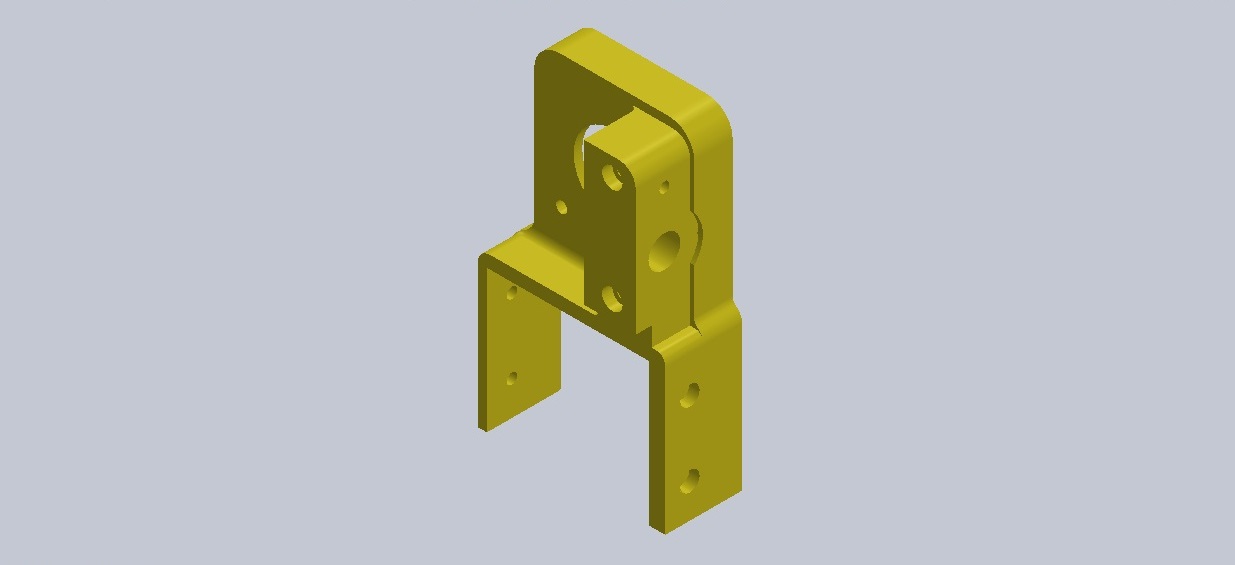
A) Nous recommandons d'imprimer cette pièce avec un taux de remplissage (print infill) de 30%
B) Ajouter un support: « Touching build plate »
Type de structure: seulement des lignes ou rectilignes
Taux de remplissage du support (support infill): 15%
Distance (x / y): 2 mm
Distance (z): 0 mm
C) Estimé du temps d'impression: 1,5 h. (24 gr.)
I
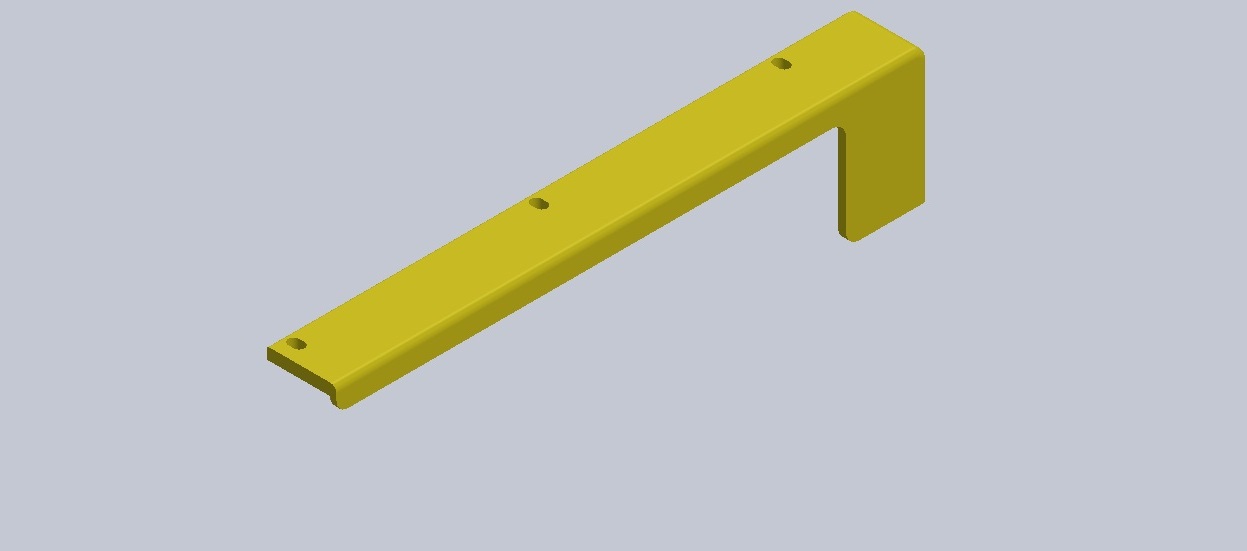
A) Cette pièce peut être imprimée en groupe pour sauver du temps
I, J
B) Estimé du temps d'impression: 1 h. (18 gr.)
J

A) Cette pièce peut être imprimée en groupe pour sauver du temps
I, J
B) Estimé du temps d'impression: 45 min. (13 gr.)
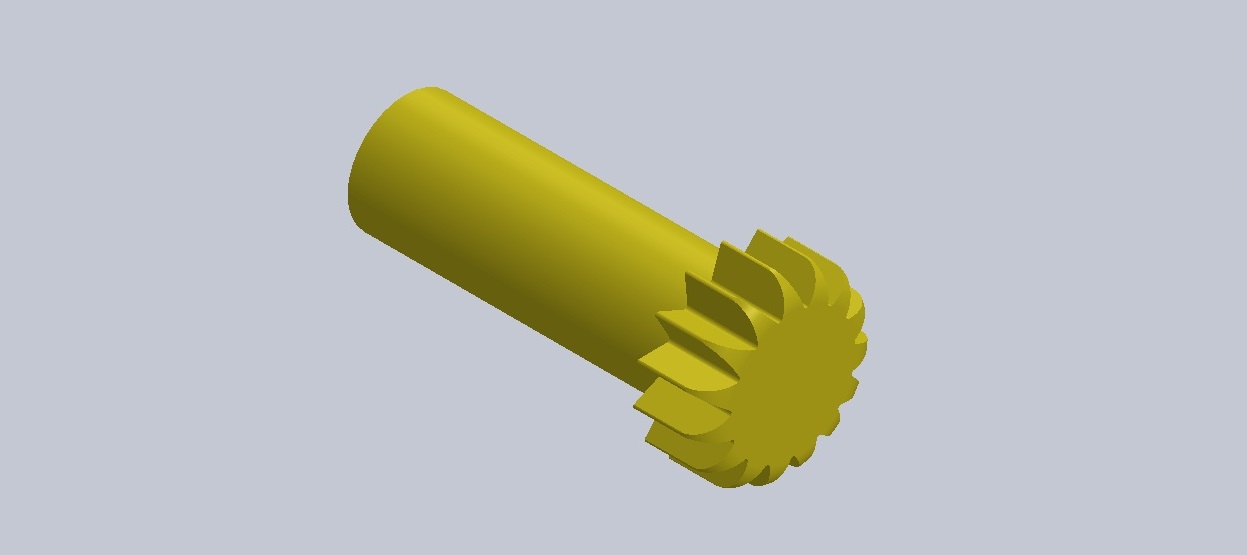
K
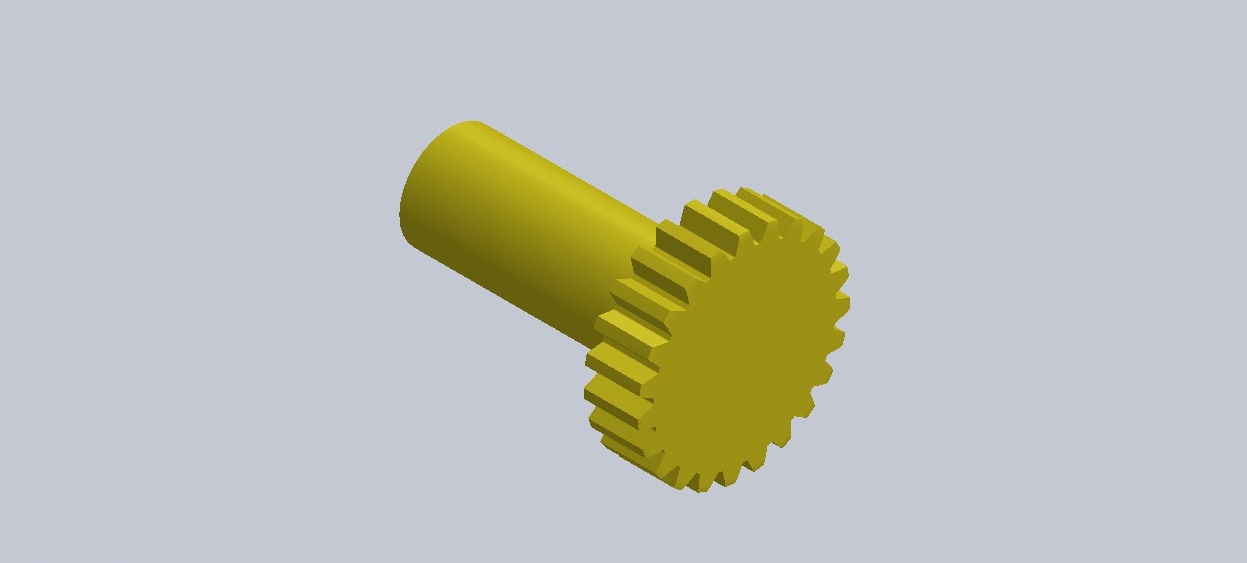
A) Imprimez cette pièce dans les deux tailles suivantes:
Petite ouverture (1er choix)
Grande ouverture (2e choix)
B) Si les deux ouvertures de l’engrenage ne s'adaptent pas bien à l'arbre du moteur, on vous expliquera quoi faire plus tard dans les vidéos d'assemblage
Ne modifiez pas l'échelle d'impression des engrenages
C) Estimé du temps d'impression pour 2 engrenages: 20 min. (5 gr.)
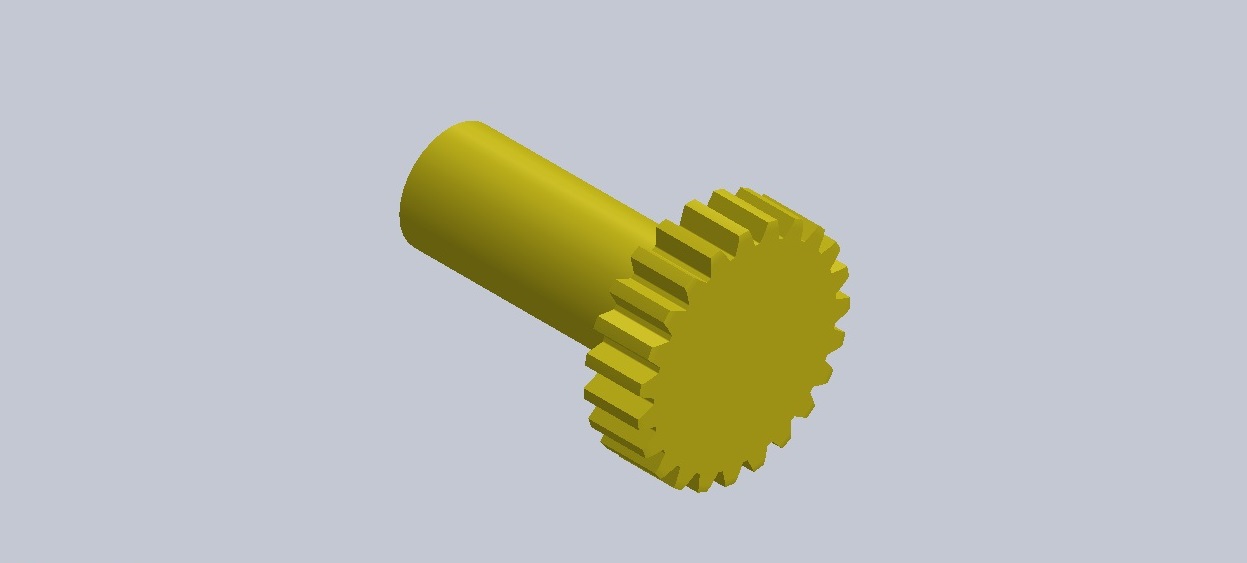
L
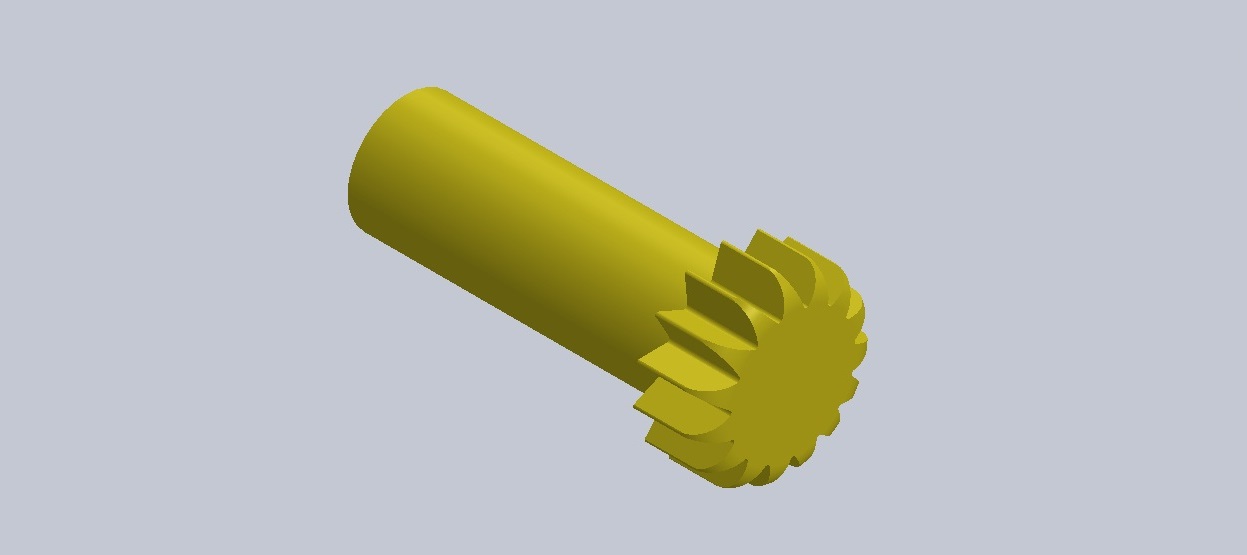
A) Imprimez cette pièce dans les deux tailles suivantes:
Petite ouverture (1er choix)
Grande ouverture (2e choix)
B) L'engrenage de l'axe Z doit être imprimé à 10 mm / sec
C) Si les deux ouvertures de l’engrenage ne s'adaptent pas bien à l'arbre du moteur, on vous expliquera quoi faire plus tard dans les vidéos d'assemblage
Ne modifiez pas l'échelle d'impression des engrenages
D) Estimé du temps d'impression pour 2 engrenages: 20 min. (4 gr.)
M

A) Nous recommandons d'imprimer cette pièce avec un taux de remplissage (print infill) de 30%
B) Estimé du temps d'impression: 20 min. (6 gr.)
N
A) Ajouter un support: « Everywhere »
Type de structure: seulement des lignes ou rectilignes
Taux de remplissage du support (support infill): 15%
Distance (x / y): 2 mm
Distance (z): 0 mm
B) Cette pièce peut être imprimée en groupe pour sauver du temps
N,O
C) Estimé du temps d'impression: 1 h. (20 gr.)
O
A) Ajouter un support: « Everywhere »
Type de structure: seulement des lignes ou rectilignes
Taux de remplissage du support (support infill): 15%
Distance (x / y): 2 mm
Distance (z): 0 mm
B) Cette pièce peut être imprimée en groupe pour sauver du temps
N,O
C) Estimé du temps d'impression: 1 h. (20 gr.)
P
A) Imprimez le côté gauche et le côté droit
B) Ces deux pièces peuvent être imprimées en groupe pour sauver du temps
1 x P (droite), 1 x P (gauche), Q, R, S, T, U, V
C) Estimé du temps d'impression pour les deux pièces: 30 min. (9 gr.)
Q

A) Estimé du temps d'impression: 1 heure. (13 gr.)
R
A) Cette pièce peut être imprimée en groupe pour sauver du temps
1 x P (droite), 1 x P (gauche), Q, R, S, T, U, V
B) Estimé du temps d'impression: 20 min. (6 gr.)
S

A) Cette pièce peut être imprimée en groupe pour sauver du temps
1 x P (droite), 1 x P (gauche), Q, R, S, T, U, V
B) Estimé du temps d'impression: 6 min. (2 gr.)
T
A) Cette pièce peut être imprimée en groupe pour sauver du temps
1 x P (droite), 1 x P (gauche), Q, R, S, T, U, V
B) Estimation du temps d'impression: 2 min. (1 gr.)
U
A) Ajouter un support: « Touching build plate »
Type de structure: seulement des lignes ou rectilignes
Taux de remplissage du support (support infill): 15%
Distance (x / y): 2 mm
Distance (z): 0 mm
Assurez-vous de changer l'angle de support à 30 degrés sinon votre slicer ne générera pas de support
B) Cette pièce peut être imprimée en groupe pour sauver du temps
1 x P (droite), 1 x P (gauche), Q, R, S, T, U, V
C) Estimé du temps d'impression: 25 min. (6 gr.)
V

A) Cette pièce peut être imprimée en groupe pour sauver du temps
1 x P (droite), 1 x P (gauche), Q, R, S, T, U, V
B) Estimé du temps d'impression: 6 min. (2 gr.)
Estimé du temps d'impression des accessoires:
12,5 heures. (211 gr.)
ACCESSOIRES QUI DOIVENT ÊTRE IMPRIMÉS
W-SUPPORT De bobine-BASE
A) Cliquez ici pour télécharger le fichier STL
B) Estimé du temps d'impression: 1,5 h. (26 gr.)
X-SUPPORT De bobine-poteau
A) Cliquez ici pour télécharger le fichier STL
B) Estimé du temps d'impression pour 2 x pôles: 1 h. (20 gr.)

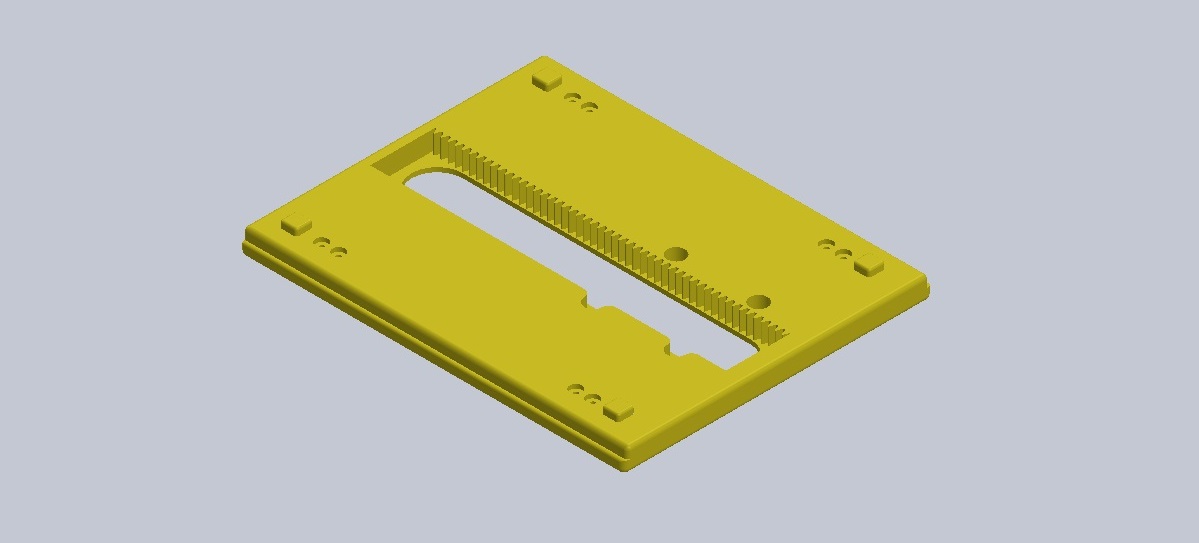
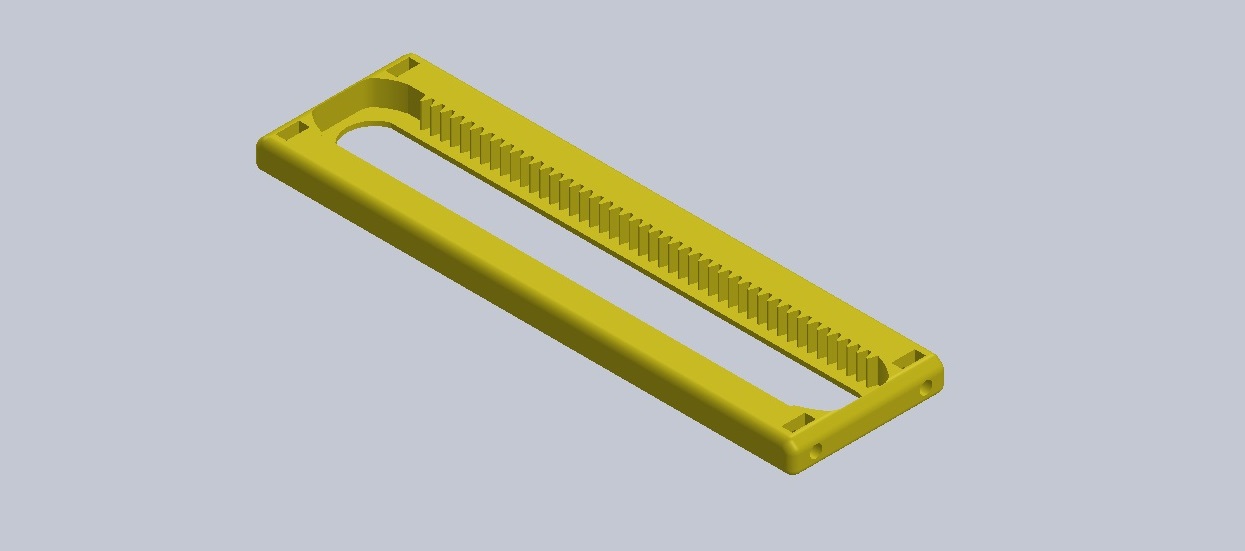
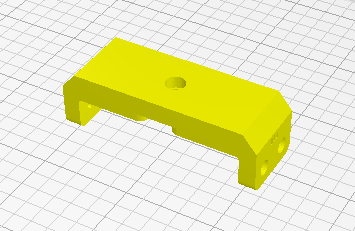
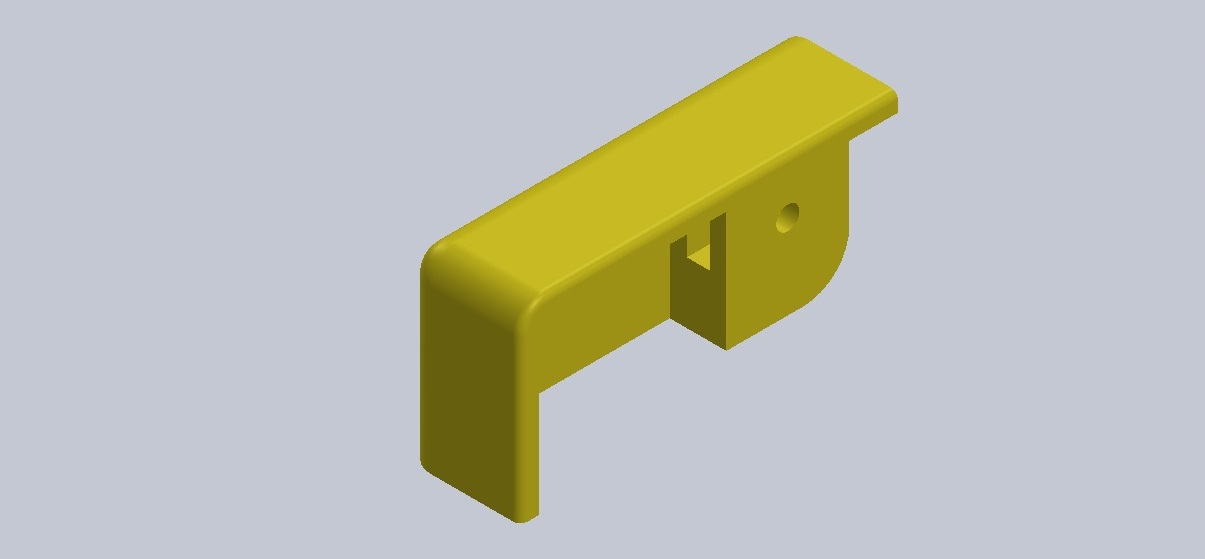
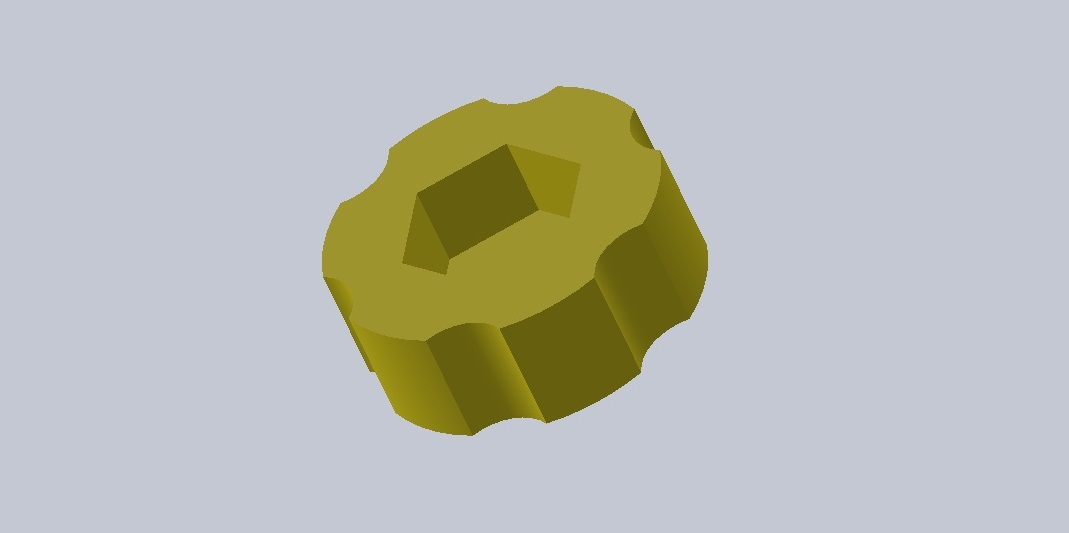
Y-BOITIER DU CONTRÔLEUR LCD
A) Cliquez ici pour télécharger le fichier STL (.zip)
B) Extraire le fichier .zip:
1 x boîtier: l’estimé du temps d'impression est de 7 heures (113 gr.)
1 x plaque arrière: l’estimé du temps d'impression: 2 heures. (34 gr.)
1 x bouton: l’estimé du temps d'impression: 9 min. (2 gr.)

Z-COUPE TUBE PTFE
A) Cliquez ici pour télécharger le fichier STL
B) Estimé du temps d'impression: 21 min. (6 gr.)

AA-OUTIL POUR LE raccord KJH 04 M6
A) Cliquez ici pour télécharger le fichier STL
B) Estimé du temps d'impression: 24 min. (8 gr.)

AB-AIGUISOIRE DE FILAMENT
A) Cliquez ici pour télécharger le fichier STL
Thingiverse thing: 704940 par idig3d
B) Estimé du temps d'impression: 6 min. (2 gr.)

AC-CLIP DE RETENUE (FACULTATIF ET NON REQUIS)
A) Cliquez ici pour télécharger le fichier STL
B) Imprimez cette pièce à 10 mm / sec
C) Estimé du temps d'impression: 1 min. (1 gr.)