

Mise en marche, essai et dépannage
Introduction
Assurez-vous d'avoir installé tous les programmes et pilotes requis avant de poursuivre avec la mise en marche
Si votre question ne figure pas dans notre liste de FAQ, envoyez-nous un courriel à info@ulio3d.com
Début de la mise en marche
Temps estimé: 8 heures
A
MISE SOUS TENSION

1 . Branchez le bloc d'alimentation dans la prise murale 120 VAC
- Vous devrez voir un voyant lumineux vert sur le bloc d'alimentation
2 . Branchez l'autre bout du bloc d'alimentation dans la prise de courant CC de l'imprimante et basculez l'interrupteur à ON (ligne droite = ON, O = OFF)
3 . Regardez à travers les fentes de la pièce B, vous devrez voir un témoin lumineux vert s'allumer
+ Je ne vois pas de témoin lumineux s'allumer
- Assurez-vous que le câble du 120 CA est bien connecté au bloc d'alimentation
- Assurez-vous que le filage d'alimentation électrique (12 Vcc) est bien connecté au microcontrôleur
- Reportez-vous à nos vidéos d'assemblage section MM
- C'est peu probable mais peut être qu'un un fusible est sauté?
- Si un témoin lumineux rouge est allumé
- Assurez-vous que la source d'alimentation électrique soit bien branchée au bon endroit dans le microcontrôleur
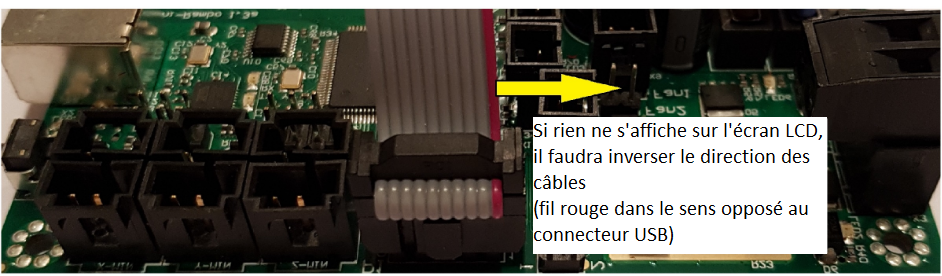
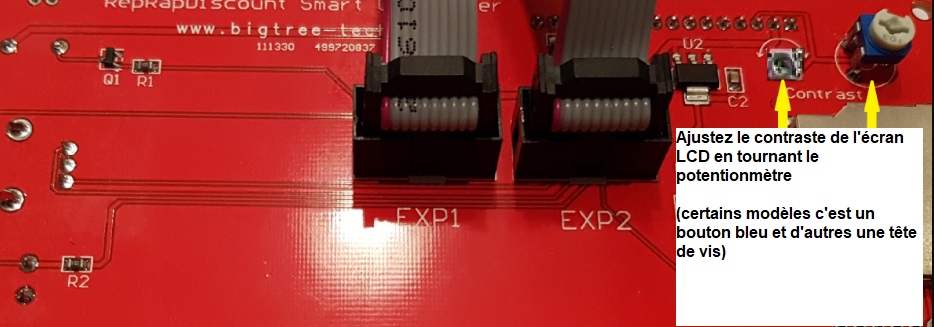
+ L’écran LCD ne s'allume pas
- Vous devrez peut-être inverser le sens de vos câbles
- Assurez-vous d’avoir ajusté le contraste à l’arrière du contrôleur
B
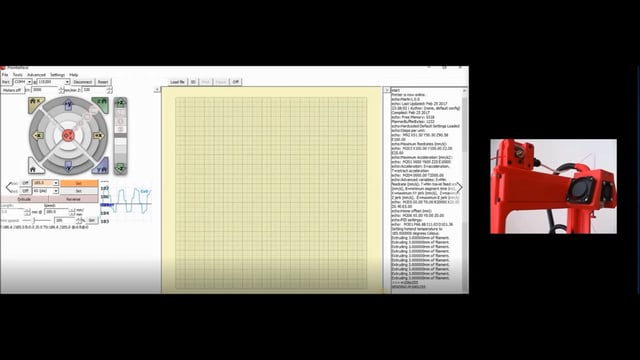
CONNExION À PRONTERFACE
1 . Assurez-vous d'avoir:
- Installé le pilote du mini Rambo
- Téléchargé le microprogramme Marlin dans le microcontrôleur
- Installé Pronterface sur votre PC avant de continuer avec les étapes suivantes:
- Cliquez ici pour être redirigé vers la page de téléchargement des logiciels
2 . Débutez la mise en marche (voir la vidéo à gauche)
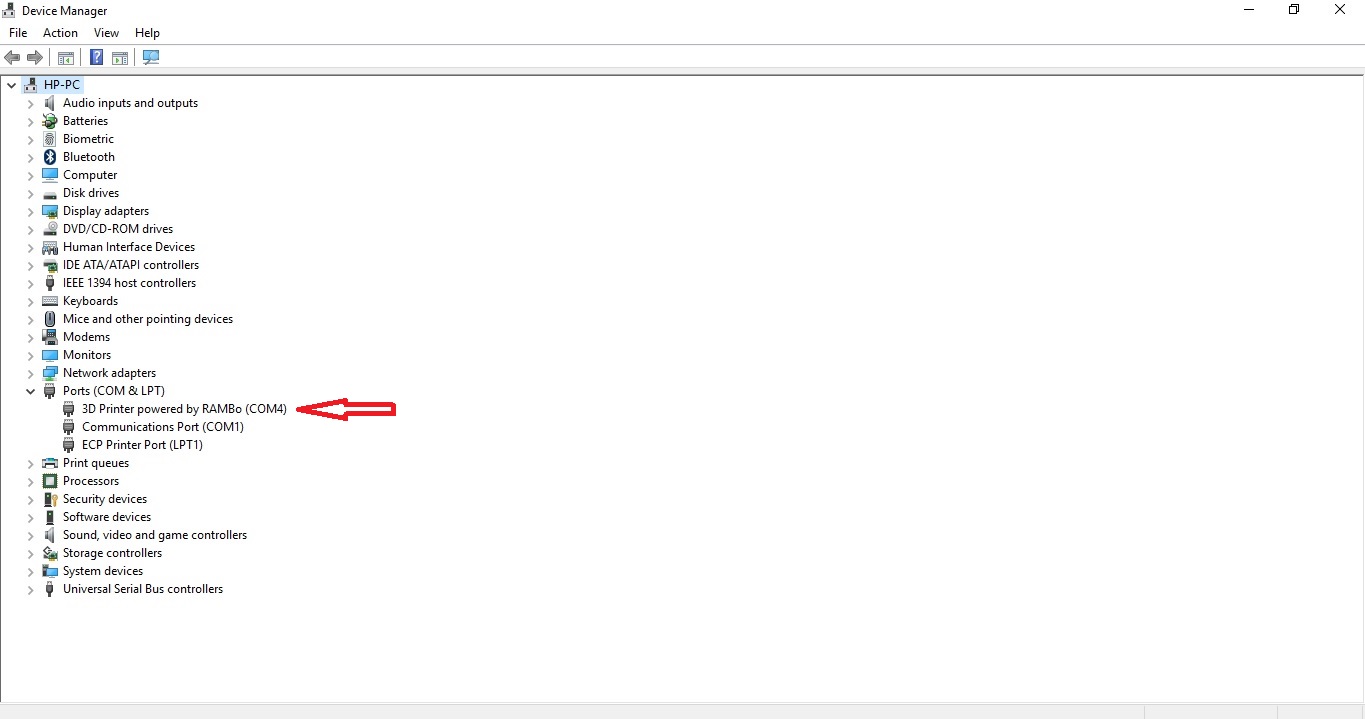
+ Je ne vois pas Rambo dans la connection USB
- Assurez-vous que l'imprimante est sous tension comme décrit à l'étape A
- Désinstallez le pilote mini Rambo et réinstallez-le
- Essayez de vous connecter avec un autre ordinateur
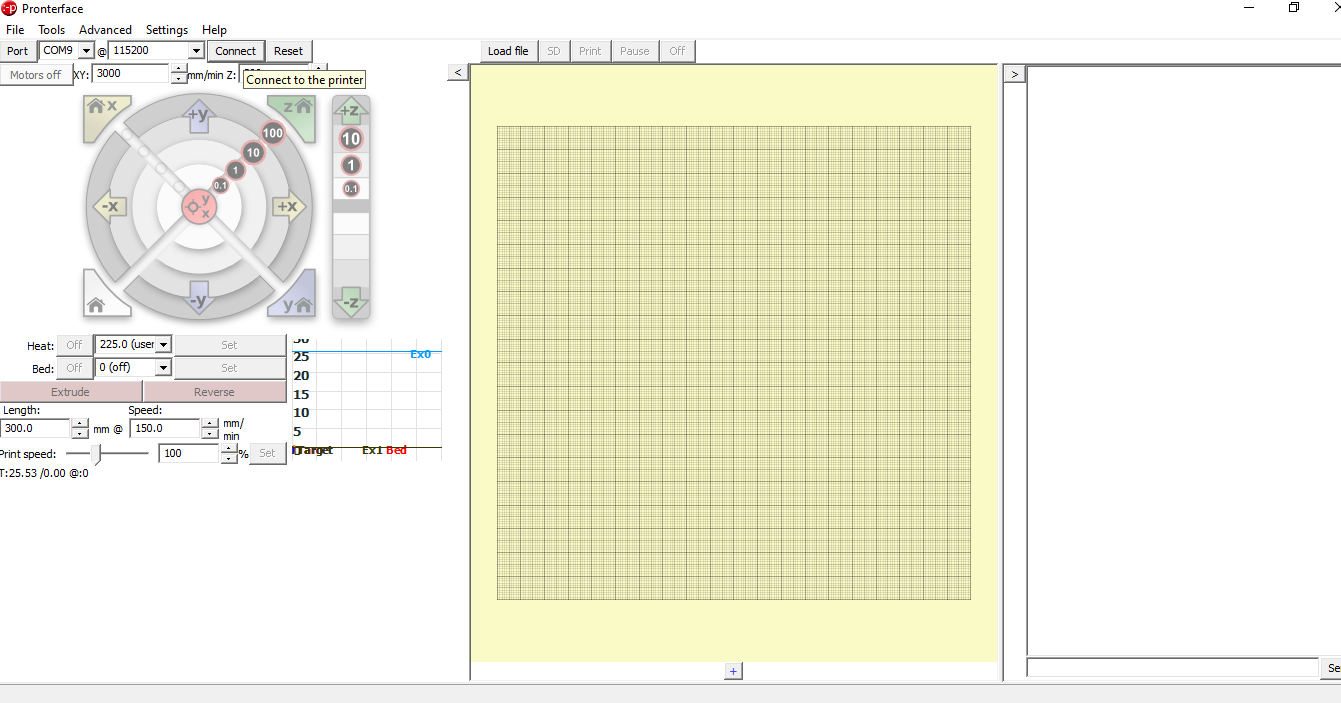
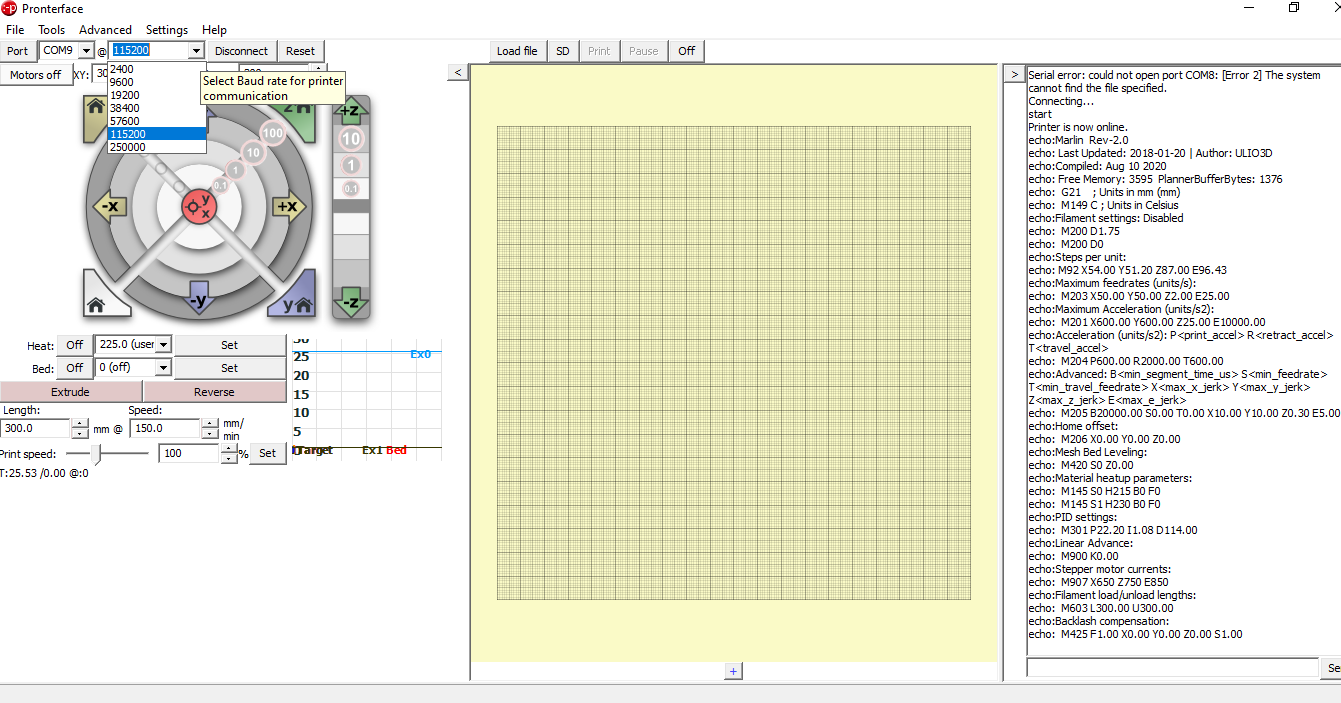
+ Je ne peux pas me connecter avec Pronterface
- Assurez-vous que l'imprimante est sous tension comme décrit à l'étape A
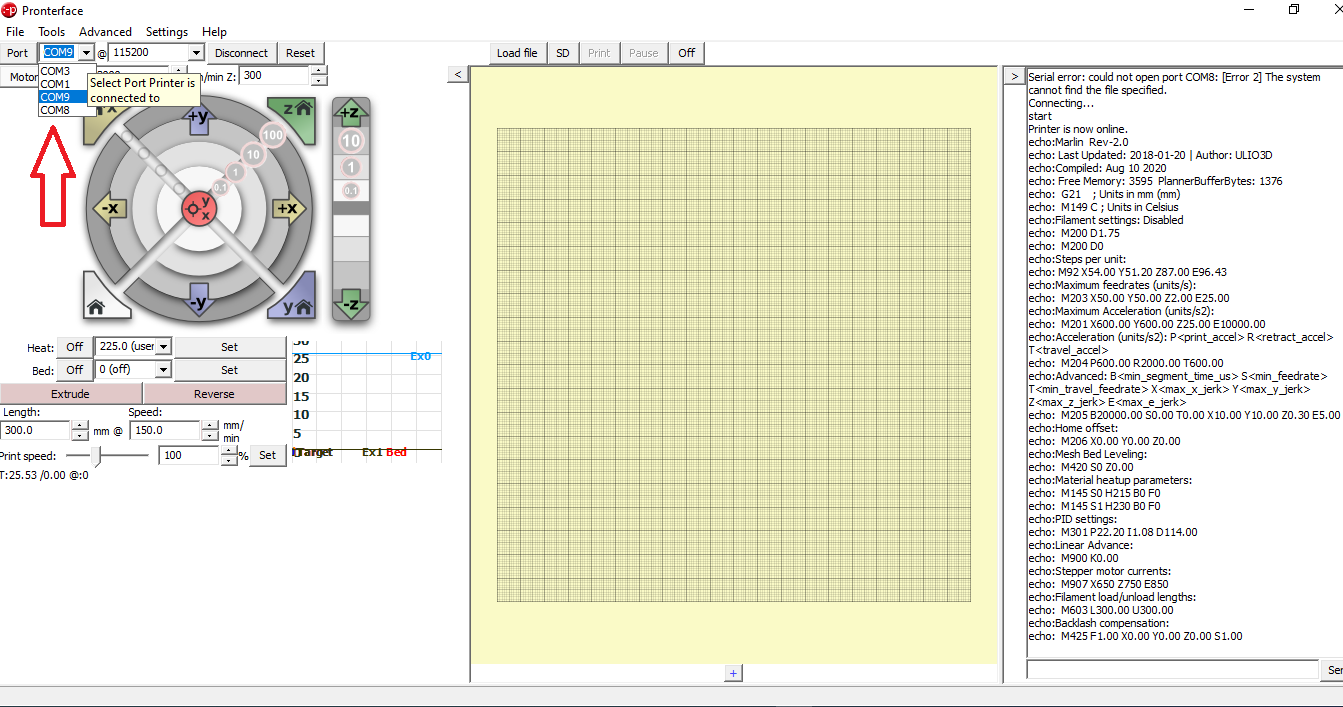
- Assurez-vous de sélectionner la bonne adresse du port USB
- Assurez-vous que le Baud rate est à 115 200
- Assurez-vous que l'imprimante n'est pas connectée à un autre logiciel (ex CURA ou autre)
- Déconnectez-vous de tout autre logiciel puis essayez de vous reconnecter à Pronterface
- Essayez de vous connecter avec un autre ordinateur
C
déplacement en X
1 . Assurez-vous d'avoir ajouté de la lubrification
2 . Débutez la mise en marche (voir la vidéo à gauche)
+ La crémaillère de l'axe X ne bouge pas du tout
- Assurez-vous que le connecteur du moteur X est branché sur le bon terminal du microcontrôleur(section 4)
- Si le moteur fait un drôle de bruit
- Assurez-vous que les quatre broches au connecteur du moteur sont bien enfoncés dans le terminal du microcontrôleur
- Assurez-vous que l'engrenage ne glisse pas sur l'arbre du moteur
+ La crémaillère de l'axe X se déplace une seule fois puis arrête de bouger
- Assurez-vous que le connecteur de l'interrupterur de fin de course de l'axe X est branché sur le bon terminal du micro-contrôleur
- Assurez vous que l'interrupteur de fin de course de l'axe X est bien câblé
+ La crémaillère de l'axe X se déplace avec difficulté
- Assurez-vous qu'il n'y a pas trop de friction entre la pièce F et le rail de la pièce A (section 4)
Ajouter un lubrifiant pour réduire la friction
Assurez-vous qu'il n'y a pas de morceaux de plastique sur la pièce F ou dans les rails de la pièce A, ou entre les dents de l'engrenage (section 4)
- Assurez-vous que l'engrenage de l'axe X n'exerce pas une grande pression vers le bas sur les dents de la crémaillère
- Soulagez cette pression en remontant le moteur X (section 4)
- Assurez-vous que le dos de la crémaillère de l'axe X (pièce F) repose à plat contre la pièce A (section 4)
- Assurez-vous que la cale de l'axe X n'est pas trop épaisse (section 3)
- Assurez-vous que l'engrenage ne glisse pas sur l'arbre du moteur
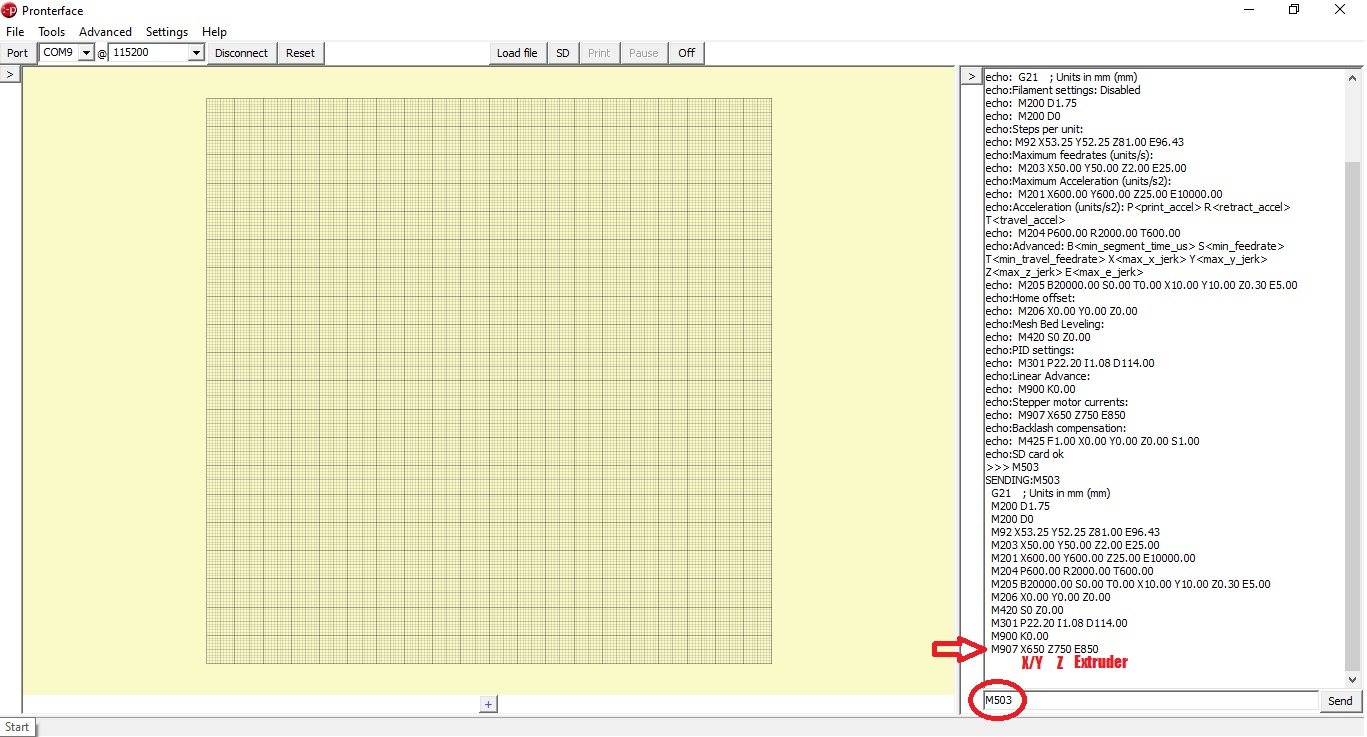
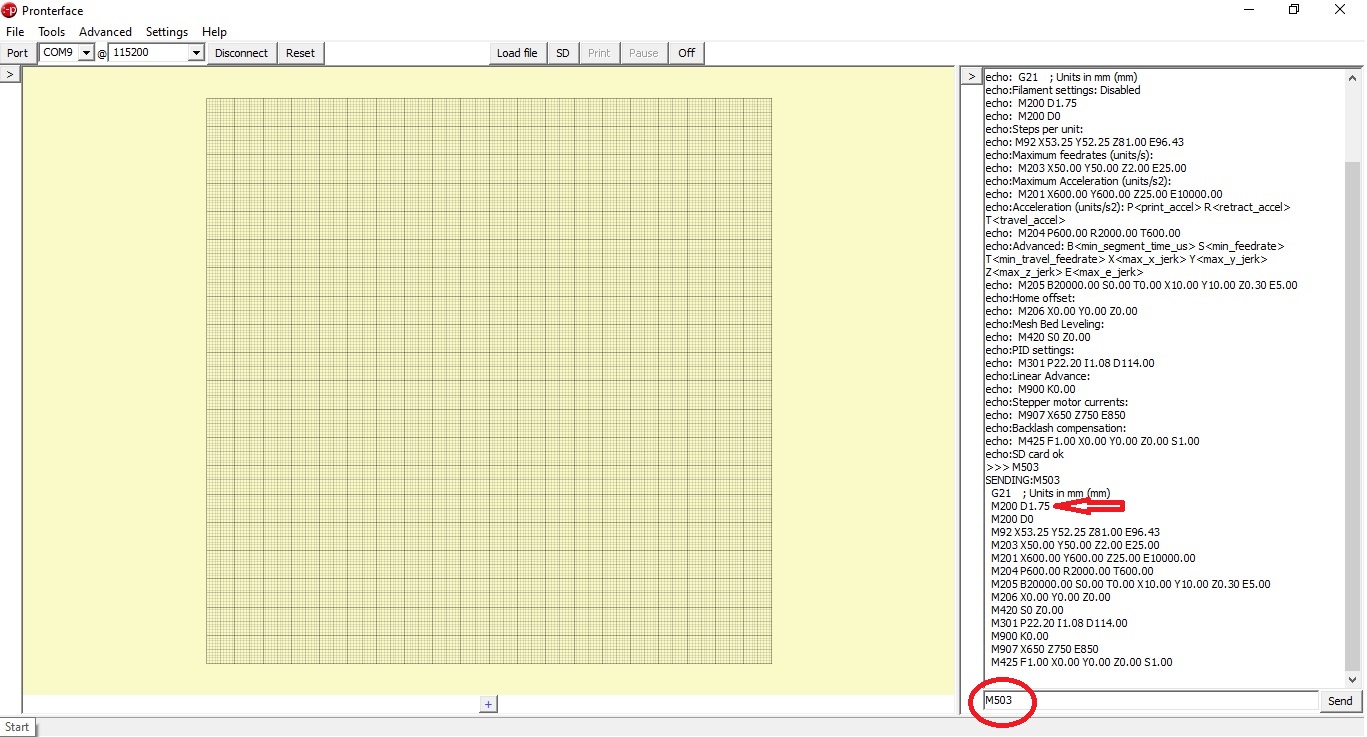
- Tapez M503 dans Pronterface, le courant au moteur de l'axe X devrait indiquer 650
- Sinon il faudra retélécharger Marlin
+ la crémaillère de l'axe X ne se dirige pas dans la bonne direction
- Assurez-vous d'avoir respecté le code de couleur lors du branchement du connecteur du moteur X au microcontrôleur(section 4)
- Assurez-vous d'avoir installé la crémaillère avec les dents en bas
+ La crémaillère de l'axe X se dirige dans la bonne direction mais ne peut pas atteindre l'interrupteur de fin de course X
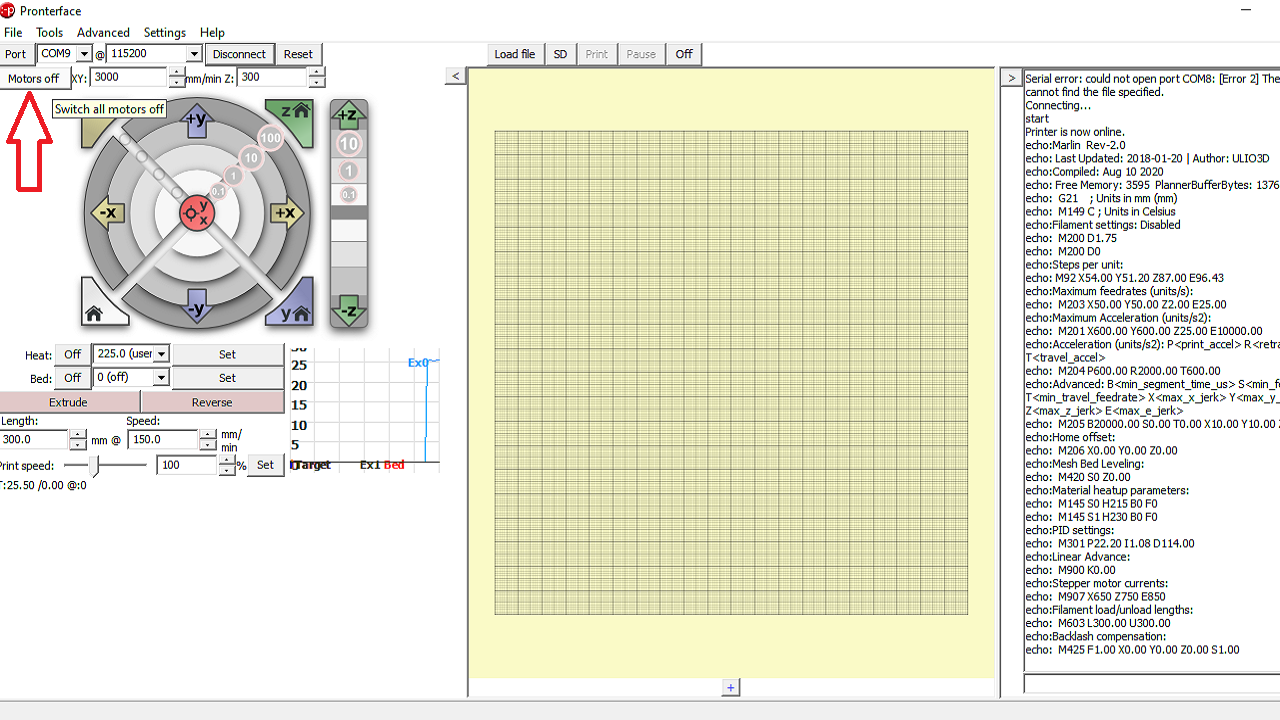
- Désactivez les moteurs en cliquant sur le bouton Motors OFF dans Pronterface (sinon les moteurs ne pourront pas bouger manuellement)
- Essayez de déplacer manuellement la crémaillère de l'axe des X et voir si elle peut atteindre l'interrupteur de fin de course (vous devrez entendre un clic) sinon:
- Dévissez un peu les boulons et réajuster le support du haut de l'axe des X
- Assurez-vous que la couette de fils de la buse chaude ne bloque pas le mouvement de la crémaillère (section 4)
- Assurez-vous que l'engrenage ne glisse pas sur l'arbre du moteur
+ La crémaillère de l'axe X atteint l'interrupteur de fin de course mais le moteur X continue de tourner
- Assurez-vous que le connecteur de l'interrupterur de fin de course de l'axe X est branché sur le bon terminal du micro-contrôleur
- Assurez vous que l'interrupteur de fin de course de l'axe X est bien câblé
+ L'axe X ne semble pas se déplacer de la bonne distance
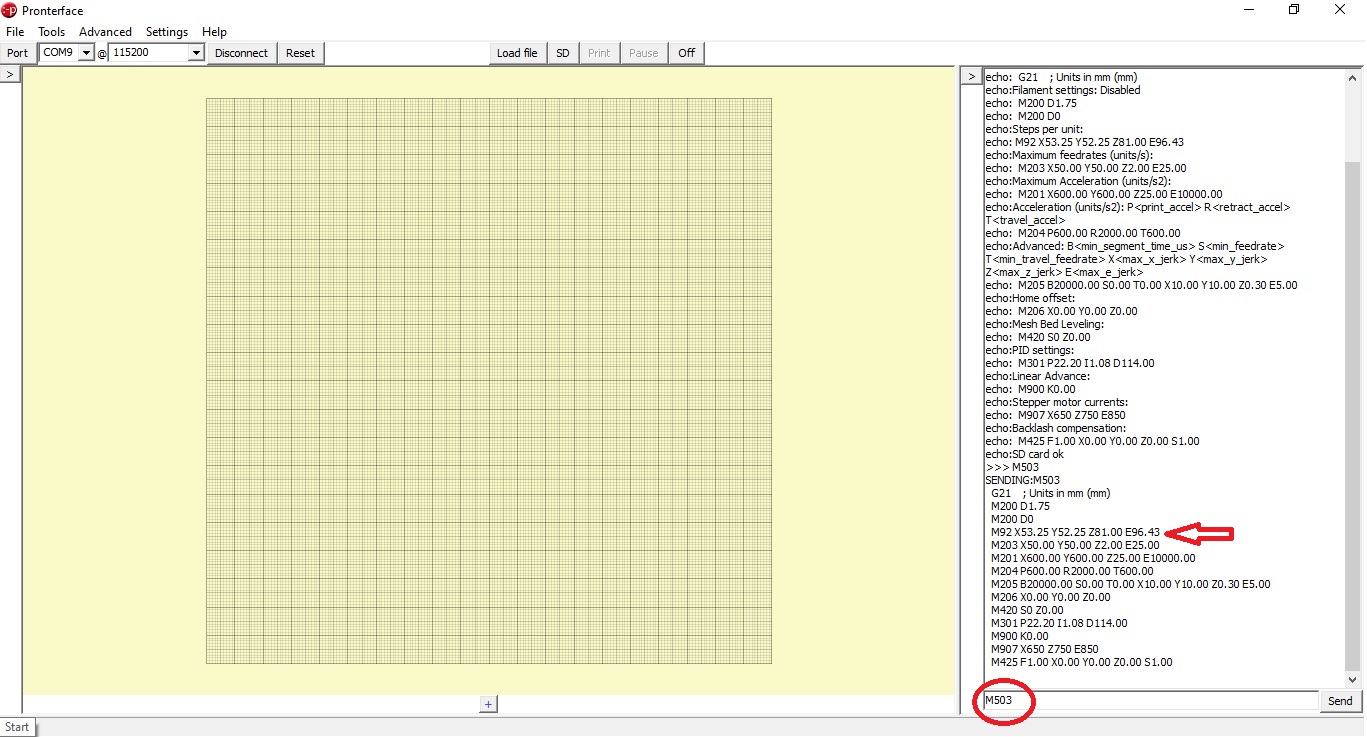
- Connectez-vous à Pronterface et tapez M503 dans la barre de commandes puis cliquez sur send. Les pas/mm de l'axe X devront indiquer 53.25
- Sinon il faudra retélécharger Marlin
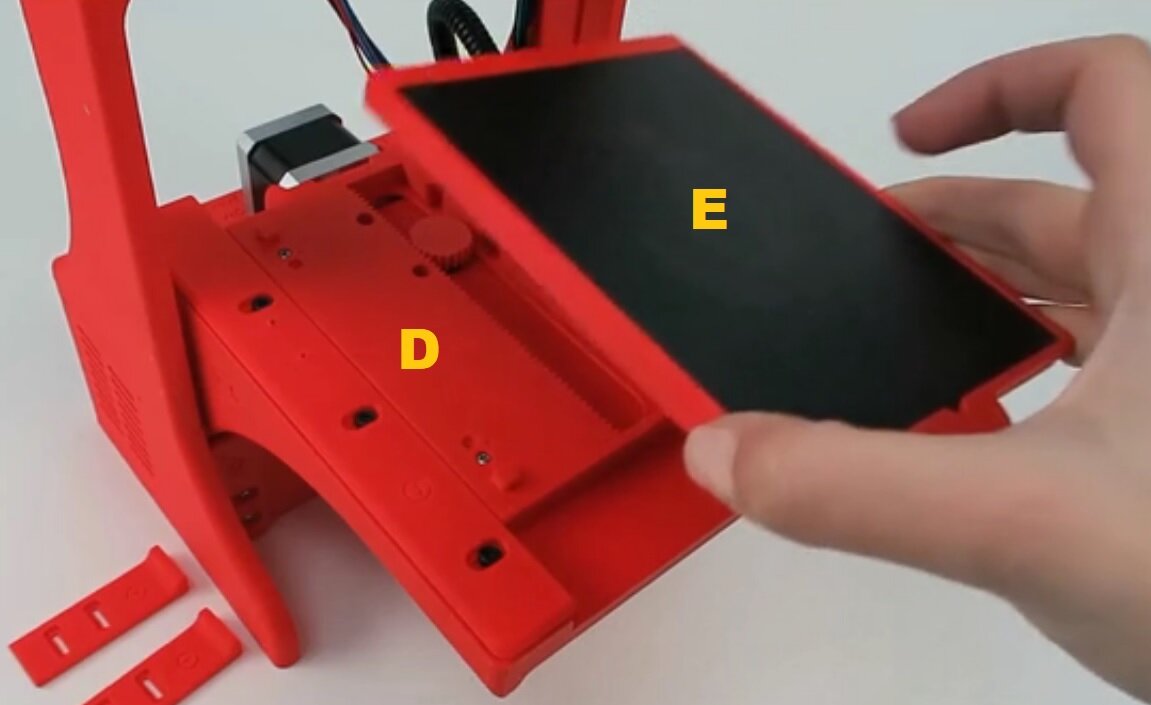
D
déplacement en Y
1 . Assurez-vous d'avoir ajouté de la lubrification
2 . Débutez la mise en marche (voir la vidéo à gauche)
+ La crémaillère de l'axe Y ne bouge pas du tout
- Assurez-vous que le connecteur du moteur Y est branché sur le bon terminal du microcontrôleur (section 4)
- Si le moteur fait un drôle de bruit
- Assurez-vous que les quatre broches au connecteur du moteur sont bien enfoncés dans le terminal du microcontrôleur
- Assurez-vous que l'engrenage ne glisse pas sur l'arbre du moteur
+ La crémaillère de l'axe Y se déplace une seule fois puis arrête de bouger
- Assurez-vous que le connecteur de l'interrupterur de fin de course de l'axe Y est branché sur le bon terminal du micro-contrôleur
- Assurez vous que l'interrupteur de fin de course de l'axe Y est bien câblé
+ La crémaillère de l'axe Y se déplace avec difficulté
- Assurez-vous qu'il n'y a pas trop de friction entre la pièce D et le rail de la pièce C (section 4)
Ajouter un lubrifiant pour réduire la friction
Assurez-vous qu'il n'y a pas de morceaux de plastique sur la pièce D ou dans les rails de la pièce C, ou entre les dents de l'engrenage (section 4)
- Assurez-vous que l'engrenage de l'axe Y n'exerce pas une grande pression latérale sur la crémaillère
- Soulagez cette pression en réajustant le moteur Y
- Assurez-vous que le support latéral Y n'est pas trop serré
- Essayez de dévisser et réajuster la pièce J
- Assurez-vous que les supports latéraux du lit d'impression (pièces P) ne sont pas trop serrés
- Essayez de dévisser et de réajuster les pièces P (droite et gauche)
- Assurez-vous que l'engrenage ne glisse pas sur l'arbre du moteur
- Tapez M503 dans Pronterface, le courant au moteur de l'axe Y devrait indiquer 650
- Sinon il faudra retélécharger Marlin
+ la crémaillère de l'axe Y ne se dirige pas dans la bonne direction
- Assurez-vous d'avoir respecté le code de couleur lors du branchement du connecteur du moteur Y au microcontrôleur (section 4)
- Assurez-vous que les dents de la crémaillère de l'axe Y pointent dans la même direction que celle montrée dans la vidéo d'assemblage (section 4)
+ La crémaillère de l'axe Y se dirige dans la bonne direction mais ne peut pas atteindre l'interrupteur de fin de course Y
- Désactivez les moteurs en cliquant sur le bouton Motors OFF dans Pronterface (sinon les moteurs ne pourront pas bouger manuellement)
- Essayez de déplacer manuellement la crémaillère de l'axe Y et voir si elle peut atteindre l'interrupteur de fin de course Y (vous devrez entendre un clic) sinon:
- Essayez de dévisser et réajuster le rail Y
- Essayez de dévisser et de réajuster les supports latéraux du lit d'impression (pièces P)
- Si la crémaillère Y n'atteint pas l'interrupteur de fin de course Y vous pouvez ajouter 1 x vis philips-3/8 à l'extrémité de la crémaillère Y
- Assurez-vous que l'engrenage ne glisse pas sur l'arbre du moteur
+ La crémaillère de l'axe Y atteint l'interrupteur de fin de course mais le moteur Y continue de tourner
- Assurez-vous que le connecteur de l'interrupterur de fin de course de l'axe Y est branché sur le bon terminal du micro-contrôleur
- Assurez vous que l'interrupteur de fin de course de l'axe Y est bien câblé
+ L'engrenage de l'axe Y semble sauter des dents de la crémaillère ou tout simplement incapable de la déplacer
- Assurez-vous qu'il n'y a pas de morceaux de plastique dans les crémaillères, entre les dents des engrenages et dans les rails
- Minimiser l'écart entre les dents de la crémaillère de l'axe Y et l'engrenage (mais pas trop serré)
- Assurez-vous que le support latéral en Y (pièce J) n'est pas trop serré
- Essayez de dévisser et réajuster le rail Y
- Essayez de dévisser et de réajuster les supports latéraux du lit d'impression (pièces P)
- Assurez-vous que l'engrenage ne glisse pas sur l'arbre du moteur
+ L'axe Y ne semble pas se déplacer de la bonne distance
- Connectez-vous à Pronterface et tapez M503 dans la barre de commandes puis cliquez sur send. Les pas/mm de l'axe Y devront indiquer 52.25
- Sinon il faudra retélécharger Marlin
E
déplacement en Z

1 . Assurez-vous d'avoir ajouté de la lubrification
2 . Lisez les instructions suivantes:
- DÉSACTIVEZ les moteurs en cliquant sur le bouton motors OFF dans Pronterface (sinon les moteurs ne bougeront pas)
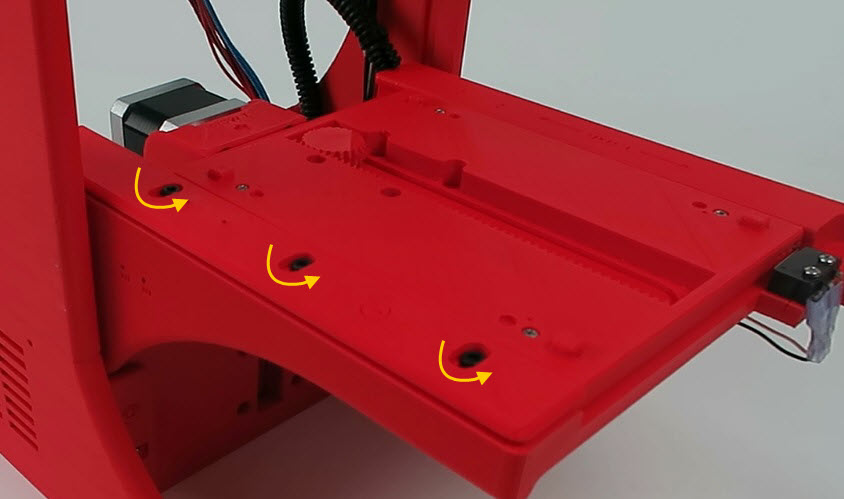
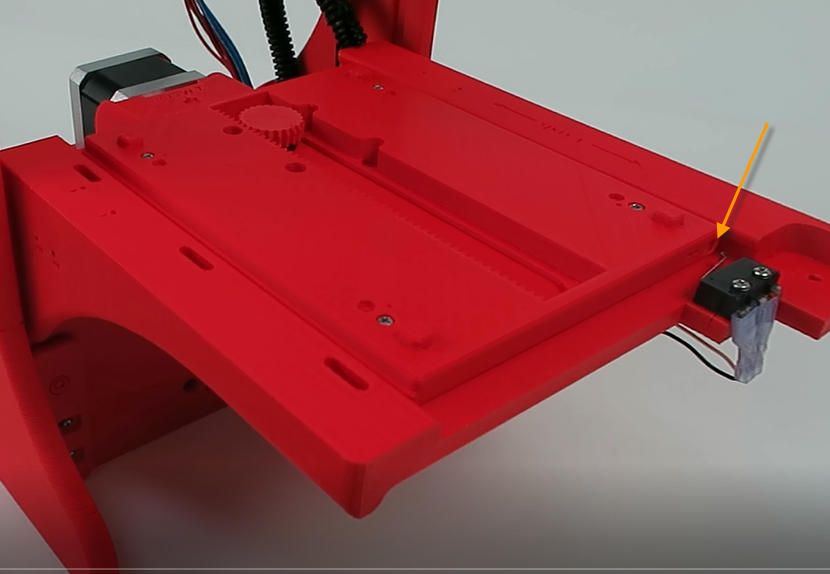
- Deuxièmement, préparez le plateau d'impression (regardez la deuxième vidéo)
- Troisièmement, ajustez manuellement la distance entre la buse et le lit d'impression (regardez la troisième vidéo)
- Quatrièmement, procédez avec la mise en marche de l'axe Z (regardez la première vidéo)
+ La crémaillère de l'axe Z ne bouge pas du tout
- Assurez-vous que le connecteur du moteur Z est branché sur le bon terminal du microcontrôleur (section 4)
- Si le moteur fait un drôle de bruit
- Assurez-vous que les quatre broches au connecteur du moteur sont bien enfoncés dans le terminal du microcontrôleur
- Assurez-vous que l'engrenage ne glisse pas sur l'arbre du moteur
+ La crémaillère de l'axe Z se déplace une seule fois puis arrête de bouger
- Assurez-vous que le connecteur de l'interrupterur de fin de course de l'axe Z est branché sur le bon terminal du micro-contrôleur
- Assurez vous que l'interrupteur de fin de course de l'axe Z est bien câblé
+ La crémaillère de l'axe Z se déplace avec difficulté
- Assurez-vous qu'il n'y a pas trop de friction entre la pièce C et les rails des pièces A et B
- Sablez localement là où il y a de la friction sur les côtés des parties A et B (allez-y lentement)
Ajoutez un lubrifiant pour réduire la friction
Assurez-vous qu'il n'y a pas de morceaux de plastique sur la pièce C ou dans les rails des piècse A et B ainsi qu'entre les dents de l'engrenage(section 4)
- Assurez-vous que l'engrenage de l'axe Z n'exerce pas une grande pression latérale sur la crémaillère
- Soulagez cette pression en réajustant le moteur Z
- Sablez légèrement le côté gauche du support latérale de l'axe Z (pièce Q)
- Sablez légèrement la cale de la pièce C
- Sablez légèrement l'endos de la pièce V du support latérale
- Assurez-vous que l'engrenage ne glisse pas sur l'arbre du moteur
- Tapez M503 dans Pronterface, le courant au moteur de l'axe Z devrait indiquer 750
- Sinon il faudra retélécharger Marlin
+ la crémaillère de l'axe Z ne se dirige pas dans la bonne direction
- Assurez-vous d'avoir respecté le code de couleur lors du branchement du connecteur du moteur Z au microcontrôleur (section 4)
+ La crémaillère de l'axe Z se dirige dans la bonne direction mais ne peut pas atteindre l'interrupteur de fin de course Z
- Désactivez les moteurs en cliquant sur le bouton Motors OFF dans Pronterface (sinon les moteurs ne pourront pas bouger manuellement)
- Essayez de déplacer manuellement la crémaillère de l'axe Z et voir si elle peut atteindre l'interrupteur de fin de course Z (vous devrez entendre un clic) sinon:
- Assurez-vous qu'il n'y a pas de morceaux de plastique sur la pièce C ou dans les rails des piècse A et B(section 4)
- Assurez-vous que l'engrenage de l'axe Z n'exerce pas une grande pression latérale sur la crémaillère
- Soulagez cette pression en réajustant le moteur Z
- Sablez légèrement le côté gauche du support latérale de l'axe Z (pièce Q)
- Sablez légèrement la cale de la pièce C
- Sablez légèrement l'endos de la pièce V du support latérale
- Sabler localement là où il y a de la friction sur les côtés des parties A et B (allez-y lentement)
- Assurez-vous que l'engrenage ne glisse pas sur l'arbre du moteur
+ La crémaillère de l'axe Z atteint l'interrupteur de fin de course mais le moteur Z continue de tourner
- Assurez-vous que le connecteur de l'interrupterur de fin de course de l'axe Z est branché sur le bon terminal du micro-contrôleur
- Assurez vous que l'interrupteur de fin de course de l'axe Z est bien câblé
+ L'engrenage de l'axe Z semble sauter des dents de la crémaillère ou tout simplement incapable de la déplacer
- Assurez-vous qu'il n'y a pas de morceaux de plastique sur la pièce C ou dans les rails des piècse A et B ainsi qu'entre les dents de l'engrenage (section 4)
- Assurez-vous de minimisez l'écart entre l'engrenage de l'axe Z et la crémaillère (mais pas trop serré)
- Réajustez le moteur Z
- Sablez légèrement le côté gauche du support latérale de l'axe Z (pièce Q)
- Sablez légèrement la cale de la pièce C
- Sablez légèrement l'endos de la pièce V du support latérale
- Sabler localement là où il y a de la friction sur les côtés des parties A et B (allez-y lentement)
- Assurez-vous que l'engrenage ne glisse pas sur l'arbre du moteur
+ L'axe Z ne semble pas se déplacer de la bonne distance
- Connectez-vous à Pronterface et tapez M503 dans la barre de commandes puis cliquez sur send. Les pas/mm de l'axe Z devront indiquer 81.00
- Sinon il faudra retélécharger Marlin
F
BUSE CHAUDE ET VENTILATEUR FAN2

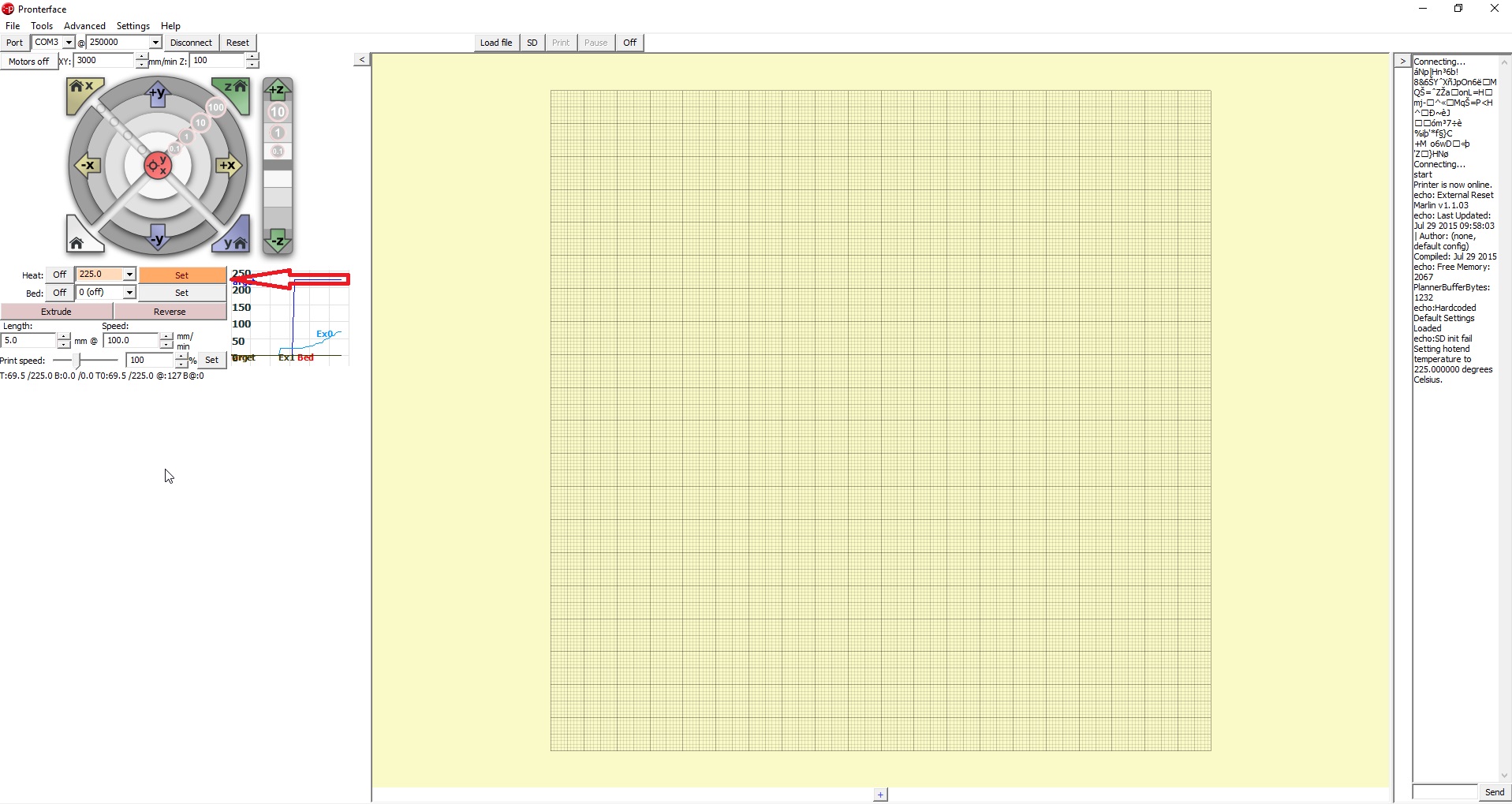
1 . Débutez la mise en marche (voir la vidéo à gauche)
- Sachez qu'il existe une protection thermique qui limite la température de la buse chaude à 225 deg C
+ Je ne peux pas lire la température avec Pronterface
- Assurez-vous que la thermistance est correctement branchée dans le microcontrôleur (section 4)
- Assurez-vous que vous n'avez pas branché le connecteur de la thermistance au câble d'extension du ventilateur FAN2
- Assurez-vous d'avoir un bon contact entre le connecteur de la thermistance et le connecteur du câble d'extension (il suffit de pincer les deux connecteurs)
- Assurez-vous que la thermistance n'est pas endommagée:
- Mesurer sa résistance électrique avec un multimètre, vous devrez lire une résistance d'environ 100 K ohms
- Si vous lisez une valeur de 1, votre circuit est ouvert ou votre thermistance est endommagée
- Mesurer sa résistance électrique avec un multimètre, vous devrez lire une résistance d'environ 100 K ohms
+ Le bloc chauffant fonctionne mais la température n'augmente pas. De plus le ventilateur de la buse chaude FAN2 ne fonctionne pas
- Assurez-vous que vous n'avez pas inversé le branchement de la thermistance au câble du ventilateur FAN2 et le connecteur FAN2 au câble de la thermistance
- Les cables d'extension de la thermistance et du ventilateur FAN2 sont identiques, assurez-vous qu'ils sont correctement branchés aux deux extrémités (section 4)
+ Le ventilateur de refroidissement (FAN2) ne démarre pas automatiquement lorsque la température de la buse chaude atteint 50 deg C
- Assurez-vous d'avoir bien branché le ventilateur (FAN2) au microcontrôleur (section 4)
- N'oubliez pas que le ventilateur FAN 2 est polarisé, ce qui signifie que vous ne pouvez pas inverser les fils (assurez-vous que le fil rouge se trouve sur le côté de la connexion USB)
- Le connecteur du ventilateur FAN2 n'a pas de mécanisme de verrouillage, assurez-vous qu'il n'a pas été débranché pendant l'assemblage de l'imprimante
- Assurez-vous d'avoir un bon contact entre le connecteur FAN2 et le connecteur du câble d'extension (il suffit de pincer les deux connecteurs)
- Bien que cela soit très peu probable, mais peut-être que le ventilateur FAN2 a été endommagé
- Connectez le ventilateur directement au 12 VDC de l'alimentation pour confirmer s'il est endommagé (respectez la polarité du ventilateur)
G
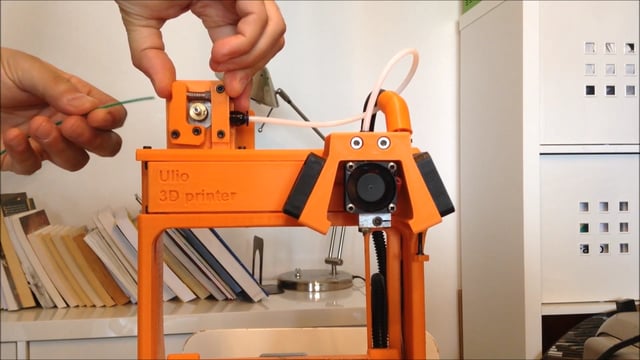
Mouvement DE L'EXTRUDEUR


IMPORTANT:
1 . Assurez-vous de charger l'imprimante avec un morceau de filament en PLA avant de continuer avec la mise en marche de l'extrudeur
- Chauffez d'abord la buse chaude à 225 deg C
- Redressez le filament d'environ 2 po (regardez la vidéo à gauche)
- Aiguisez le filament
- Pincez la poignée de l'extrudeur et insérez le filament dans le tube bowden jusqu'à ce qu'il atteigne la buse chaude (regardez la vidéo à gauche)
- Vous êtes maintenant prêt à tester l'extrudeur
2 . Débutez la mise en marche (voir la vidéo à gauche)
+ L'extrudeur ne tourne pas du tout ou bien il tourne avec difficulté
- Assurez-vous que le connecteur de l'extrudeur est branché sur le bon terminal du microcontrôleur (section 4)
- Si le moteur fait un drôle de bruit
- Assurez-vous que les quatre broches au connecteur du moteur sont bien enfoncés dans le terminal du microcontrôleur
- Tapez M503 dans Pronterface, le courant au moteur de l'extrudeur devrait indiquer 850
- Sinon il faudra retélécharger Marlin
+ L'extrudeur ne tourne pas dans le sens anti-horaire
- Assurez-vous d'avoir respecté le code de couleur lors du branchement du connecteur du moteur de l'extrudeur au microcontrôleur (section 4)
+ La tige du moteur tourne mais pas l'engrenage denté
- Assurez-vous de bien serrer la vis de l'engrenage denté sur le côté plat du moteur (section 4)
Si vous avez des problèmes d'extrusion veuillez vous référer à la section I
H
VENTILATEURS LATÉRAUX FAN1
1 . Débutez la mise en marche (voir la vidéo à gauche)
- Bien qu'il ne soit pas clairement montré dans la vidéo vous devez taper M106S255 dans la barre de commande de Pronterface et cliquez sur ''send'' pour démarrer les deux ventilateurs FAN1
- Tapez M107 (ou M106S0) dans la barre de commande de Pronterface et cliquez sur ''send'' pour arrêter les ventilateurs (FAN1)
+ Les ventilateurs latéraux ne démarrent pas
Assurez-vous qu'ils sont correctement connectés au microcontrôleur
- N'oubliez pas que les ventilateurs FAN1 sont polarisés, ce qui signifie que vous ne pouvez pas inverser les fils (assurez-vous que le fil rouge se trouve sur le côté de la connexion USB)
- Le connecteur des ventilateurs FAN1 dispose d'un mécanisme de verrouillage, assurez-vous simplement qu'il n'a pas été débranché pendant l'assemblage dans la section OO
Bien que cela soit très peu probable, mais peut-être que les ventilateurs FAN1 ont été endommagés
- Connectez le ventilateur directement au 12 VDC de l'alimentation pour confirmer s'il est endommagé (respectez la polarité du ventilateur)
I
PROBLÈMES D'EXTRUSION

Téléchargez et imprimez ce fichier Gcode d'un cube de calibration de 10 mm. Si vous éprouvez des problèmes de sous extrusion ou bien que votre buse chaude est obstruée, suivez simplement nos étapes de dépannage:
Mais d'abord, si vous avez toujours l'assemblage typique de la buse chaude, nous vous recommandons fortement d'imprimer et d'installer la nouvelle installation
- Fichier STL: Section G, page de téléchargement STL
- Assemblage: Section V, page vidéo d'assemblage
+ Plusieurs raisons peuvent engendrer des problèmes d'extrusion, consultez d'abord ces simples solutions
- N'imprimez pas dans une chambre froide et évitez les courants d'air directs sur l'imprimante
- Avez-vous téléchargé le microprogramme de Marlin? (section 5)
- Le moteur de votre extrudeur fonctionne-t-il correctement? (étape G)
- Avez-vous sélectionné ULIO comme imprimante 3D dans Cura? (section 8)
- Avez-vous ajusté les paramètres de la machine ULIO dans Cura? (Section 8)
- Avez-vous importé les paramètres d'impression d'ULIO dans Cura? (Sect.8)
- Ne réduisez pas trop l'échelle de votre modèle 3D. IL faut éviter d'imprimer des pièces avec une épaisseur du mur inférieure à 0,8 mm
- Utilisez-vous Babystep Z pour votre première couche ? (section 8)
- Tapez M503 dans Pronterface. Les pas/mm de l'extrudeur doivent être 96,43
- Sinon, retéléchargez Marlin
- tapez M503 dans Pronterface, les pas/mm de l'axe Z doivent être 81.00
- Sinon, retéléchargez Marlin
- Tapez M503 dans Pronterface, le courant de l'extrudeur devrait être 850
- Sinon, retéléchargez Marlin
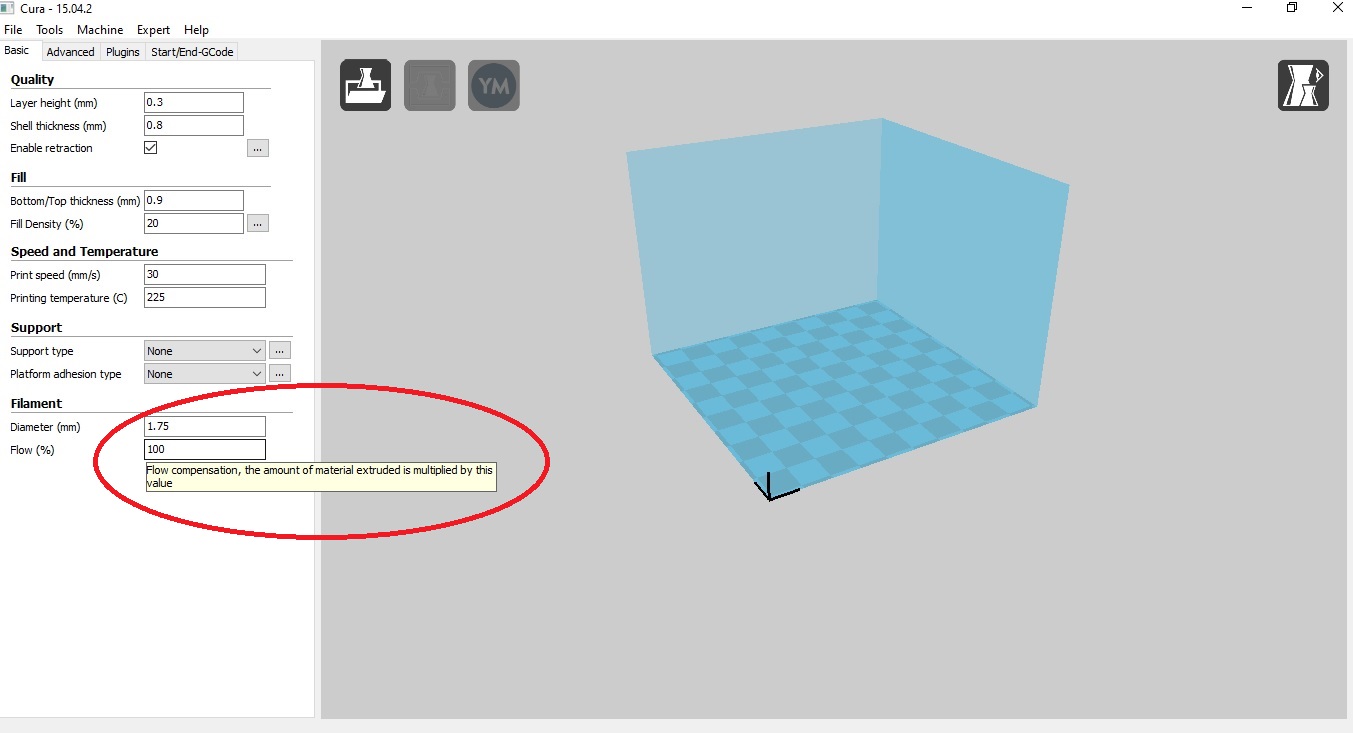
- Le diamètre du filament est de 1.75 mm dans CURA et Pronterface
- Installez le capuchon en silicone sur le bloc chauffant(section 4)
- Si la température d'impression est instable, défilez jusqu'à la section "la température de la buse chaude varie beaucoup"
- Est-ce que bobine du filament roule librement et n'est pas emmêlée?
- Est-ce que le filament glisse librement dans le tube PTFE?
- Assurez-vous que le filament ne soit pas cassé dans le tube PTFE
- Utilisez du PLA de bonne qualité relativement neuf et qui n'a pas absorbé d'humidité
- Serrez fermement la vis de l'engrenage denté sur le côté plat de l'arbre du moteur(section 4)
- Est-ce que le filament glisse sur l'engrenage denté?
- Alignez correctement les ouvertures de l'extrudeur
- Est-ce que le filament est bien pincé entre l'engrenage denté et la bille à roulement?
- Avez-vous installé des rondelles chaque côté de la bille à roulement et est-ce qu'elle tourne librement(section 4)
- Si vous avez une installation typique de la buse chaude assurez-vous d'avoir installé le collet bleu sous la clip noire de la buse chaude (section 4)
- Assurez-vous d'avoir bien serré la buse au bloc chauffant (section 4)
- Assurez-vous d'avoir imprimé et installé la plus récente version de la pièce M (section 3)
- Ajustez le débit d'extrusion à 120% dans Cura et faites un test d'impression et si cela résout vos problèmes d'extrusion, alors:
- Le diamètre de votre filament est-il vraiment 1,75 mm?
- Votre buse chaude est probablement partiellement obstruée
+ Vérifiez si la buse chaude est obstruée
- Ajustez la température de la buse chaude à 225 °C
- Pincez la poignée de l'extrudeur (pièce M) et poussez le filament à travers la buse chaude (vous devez forcer un peu)
- Si le filament sort en frisant ou ne sort pas parfaitement droit, la buse chaude est partiellement bouchée
- Si le filament ne sort pas du tout, la buse chaude est bouchée
Première étape:
Retirez le filament de l'imprimante
- Pincez la poignée de l'extrudeur (pièce M), poussez tout d'abord le filament vers la buse chaude puis retirez le par la suite
Deuxième étape:
Utilisez une aiguille d'acupuncture pour déboucher le trou de 0,4 mm
- Insérez et retirez l'aiguille plusieurs fois jusqu'à ce que la buse soit débouchée (aiguille non incluse dans le kit)
- Faites un test d'impression et si vous rencontrez toujours des problèmes d'extrusion, passez à la troisième étape
Troisième étape:
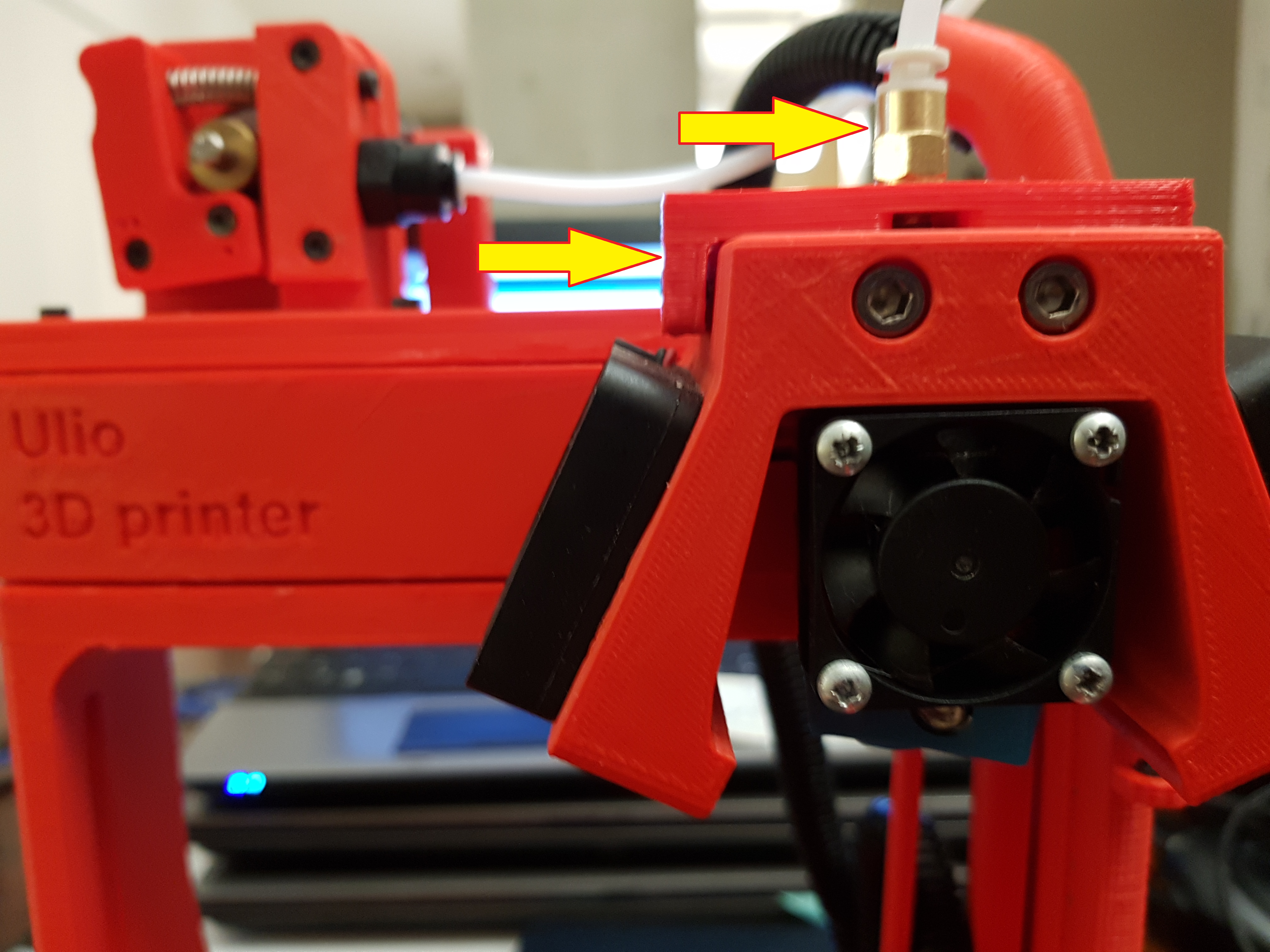
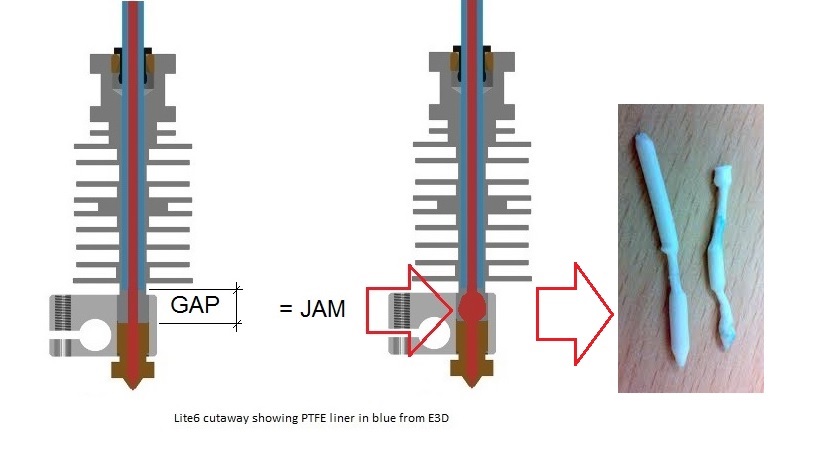
Vérifiez que le bout du tube PTFE n'est pas obstrué par un résidu de PLA
- Cela se produit généralement s'il y a un espace entre l'extrémité du tube PTFE et la buse, ce qui signifie:
- Le tube PTFE n’a pas été inséré correctement au fond de la buse chaude
- Lors de la rétraction le tube PTFE a pu légèrement remonter
- La buse n'a pas bien été serré au bloc chauffant (section 4)
- L'extrémité du tube bowden n'est pas parfaitement plate (section 4)
- Retirez tous les composants pour accéder au tube PTFE dans la buse chaude
- Appuyez sur la clip de retenue noire et retirez lentement le tube Bowden de la buse chaude
- Nettoyez le bout du tube PTFE de tout résidu de PLA
- Réinsérez et retirez le tube PTFE autant de fois que nécessaire jusqu'à ce qu'il ne reste plus de résidu de PLA à l'extrémité du tube
- Regardez la vidéo dans la galerie
- Une fois que l'extrémité du tube PTFE est complètement propre, réinsérez le tube Bowden dans la buse chaude
- Réassemblez la buse chaude (section 4)
Finalement:
Si votre buse chaude est encore obstruée
- Achetez une nouvelle buse de 0,4 mm
- Ajustez la température de la buse chaude à 225 ° C
- Retirez l'ancienne buse
- Installez la nouvelle buse (section 4)
- Pour plus d'informations sur le nettoyage des buses chaudes regardez cette vidéo de Thomas Sanladerer: https://www.youtube.com/watch?v=g8uvh6kvr54
+ L'extrudeur fait des clics
- Votre buse chaude est peut être bouchée
- La buse chaude est trop proche du lit d'impression
+ La température de la buse chaude varie beaucoup et il y a des messages d'erreur ''cold extrusion'' ou ''thermal runaway''
Parfois, si votre pièce est froide (climatisée ou non chauffée) ou s'il y a un courant d'air sur l'imprimante, vous risquez de rencontrer des problèmes d'extrusion qui n'ont rien à voir avec l'imprimante mais avec l'environnement de la pièce
Une pièce froide peut provoquer une fluctuation de la température de votre buse chaude allant jusqu'à 10 ° C et même plus
- Ceci peut laisser des lignes sur l'impression
- L'extrudeur pourrait commencer à cliquer
- L'imprimante pourrait même cesser de fonctionner si la température de la buse chaude chute en dessous de 180 ° C et vous aurez des messages d'erreur ''cold extrusion'' ou ''thermal runaway''
Si vous ne pouvez pas imprimer dans une autre pièce:
- Assurez-vous d'avoir installer le silicone bleu sur le bloc chauffant
- commencez par réduire la vitesse du ventilateur FAN1 dans CURA et regardez si la température se stabilise
- Si la réduction de la vitesse du ventilateur ne fonctionne pas, essayez d'augmenter la température d'impression de 5 à 10 ° C
- Vous pouvez également essayer de régler la boucle de température PID
- Regardez cette vidéo par Thomas Sanladerer
- Vous pouvez également essayer de régler la boucle de température PID
+ Je rencontre des problèmes de délamination
Si la pièce est trop froide, vous risquez de rencontrer une délamination des couches
- La température de la buse chaude est suffisamment chaude pour extruder le filament mais la température ambiante est trop froide pour permettre au filament de coller correctement à la couche précédente
- Si vous ne pouvez pas imprimer dans une autre pièce, vous pouvez augmenter la température d'impression de 5 à 10 ° C
J
Fin de la mise en marche

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Si jamais l'imprimante agit de manière bizarre, vous pouvez réinitialiser l'imprimante via Pronterface ou tout simplement réinstaller le microprogramme de Marlin (voir la section 5)
Assurez-vous d'éteindre l'élément chauffant de la buse chaude en cliquant sur heater OFF dans Pronterface
Si vous déconnectez simplement l'imprimante, l'élément chauffant continue de chauffer!!!
Une fois le bloc chauffant éteint, vous pouvez déconnecter l'imprimante de Pronterface et fermer l'imprimante